")
")
Einfache Handhabung und hohe Qualität im Dünnbelchbereich,
dadurch überzeugen die Verfahren der Spitzenzündung
- Verfahrensstärken
- preiswerte Schweißbolzen
- 230V AC Schukoanschluß genügt
- einfache Handhabung
- kostengünstige Geräte
- gut automatisierbar
- keine oder je nach Anwendung nur Spiegelsichtbare Markierungen auf der Gegenseite
- lackierte Rückseiten möglich
- Typische Anwendungsbereiche sind :
Schaltschrankbau, Fahrzeugbau, Fassadentechnik, Kathodischer Korrosionsschutz, Isoltationen auf Metal
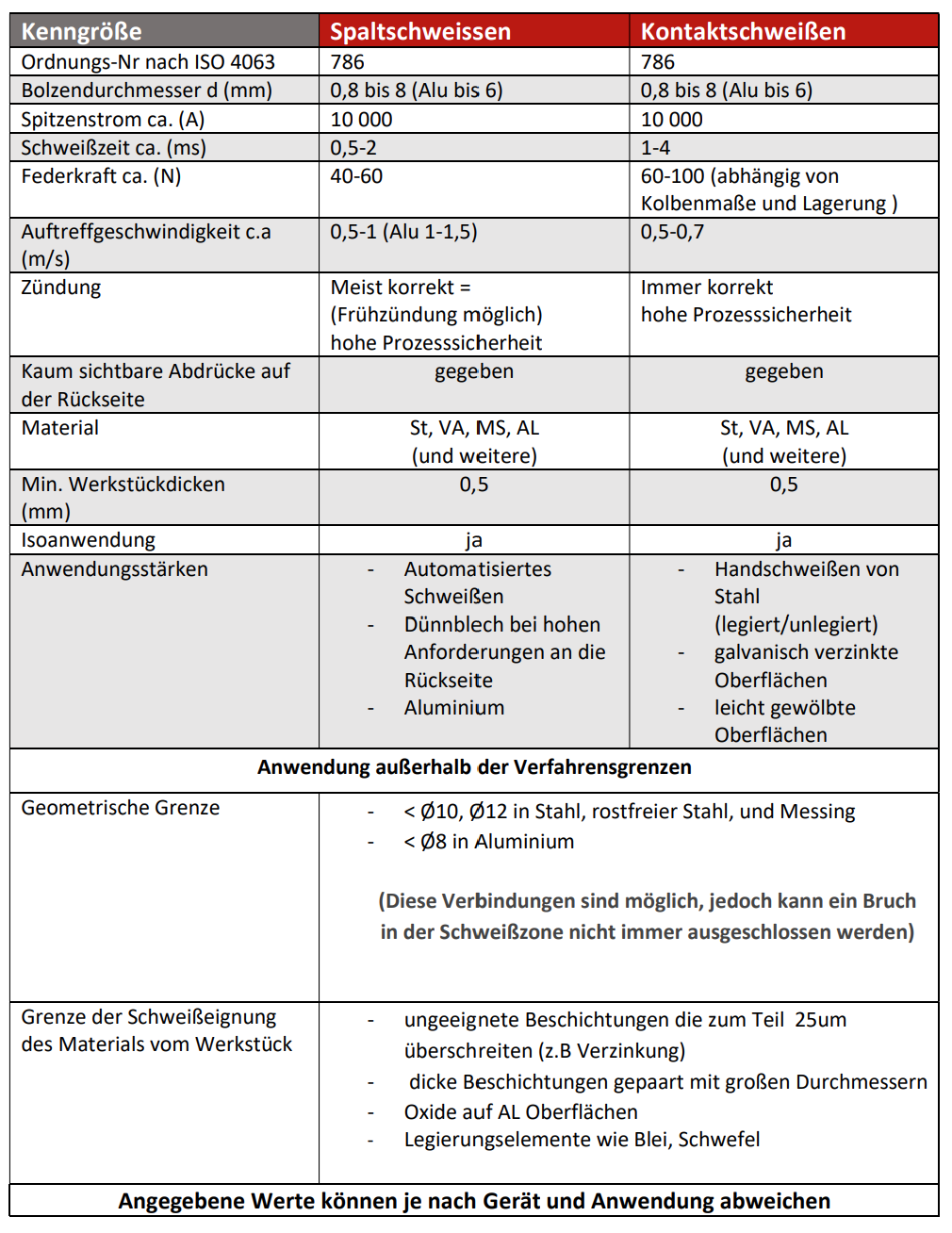
- Verfahrensarten:
Das Spitzenzündungsverfahren unterteilt sich wiederum in Kontaktverfahren und Spaltverfahren. Im Folgenden finden Sie die beiden Verfahren näher erläutert, wie auch Anwendungssärken und technische Details.