")
")
Large welding studs and high-quality welding results,
these is the strength of the drawn arc procedure
- scope of application:
- The drawn arc ignition method is usable with studs from 2mm up to 25mm.
- A wide diversity of stud types can be welded.
- Usal studs are: threaded studs, pins, isolation pins, bayonet pins, internal threaded studs, concrete anchors and flat anchors. The materials which can usal be used are: ST37, 15Mo3, 1.4301, 1.4713/42/62, 1.4841.
- procedures:
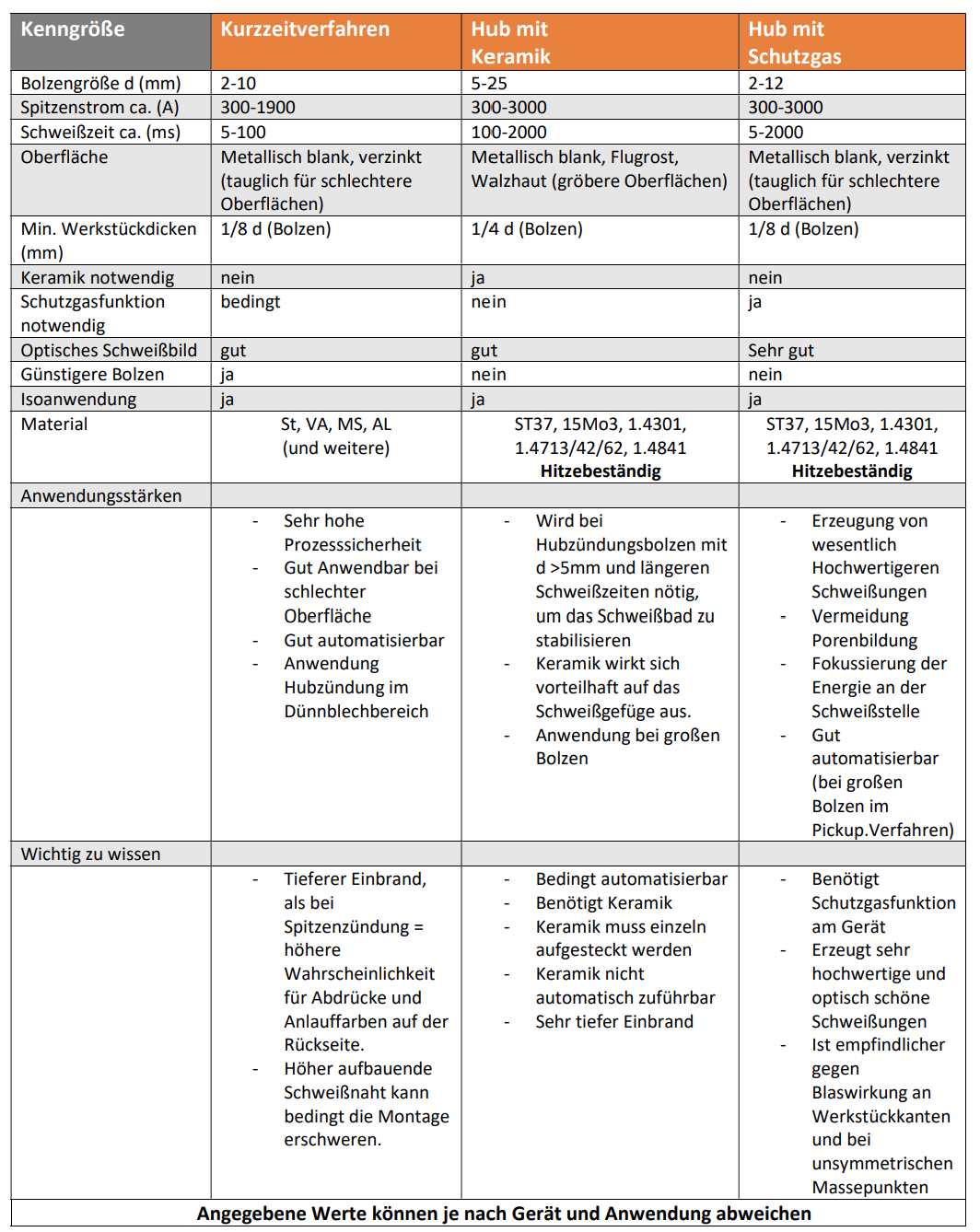
- The drawn arc welding procedure,is diveded in the 3 main welding processes. Stud welding in the short cycle process, in the drawn arc process with ceramic ring and in the drawn arc process with shielding gas. In the following, you will find the 3 processes explained in more detail, as well as benifits of application and technical details.