")
")




1.3 Oberfläche gemäß DIN EN ISO 13918:2008
1.7 Montage Anzugsmomente Gewindebolzen
1.8 Festigkeit von Schweißbolzen Verbindungen
Technische Informationen
ARNHOLD-Schweißbolzen werden auf modernen Maschinen im Kaltstauchverfahren hergestellt, um eine gleichbleibende hohe Produktqualität zu gewährleisten. Alle Schweißbolzen unterliegen einer kontinuierlichen Qualitätskontrolle, um optimale Schweißergebnisse sicherzustellen.
1.1 Werkstoffe
Sofern nicht anders angegeben, entsprechen die Werkstoffe der Norm DIN EN ISO 13918:2008 "Bolzen und Keramikringe für das Lichtbogenbolzenschweißen".
- Stahl
Festigkeitsklasse 4.8 (schweißgeeignet)
ISO 891-1, ähnlich S235
Re ≥340N/mm² - Rost- und säurebeständiger Stahl A2-50
DIN EN ISO 3506-1
Festigkeit Rm ≥500 N/mm², Re≥210N/mm² - Rost- und säurebeständiger Stahl A5-50
DIN EN ISO 3506-1 - Aluminium AlMg3
Rm ≥ 100N/mm² - Messing CuZn37
Rm≥370N/mm² - andere Werkstoffe auf Anfrage
- Empfohlene Anzugsmomente in Kapitel
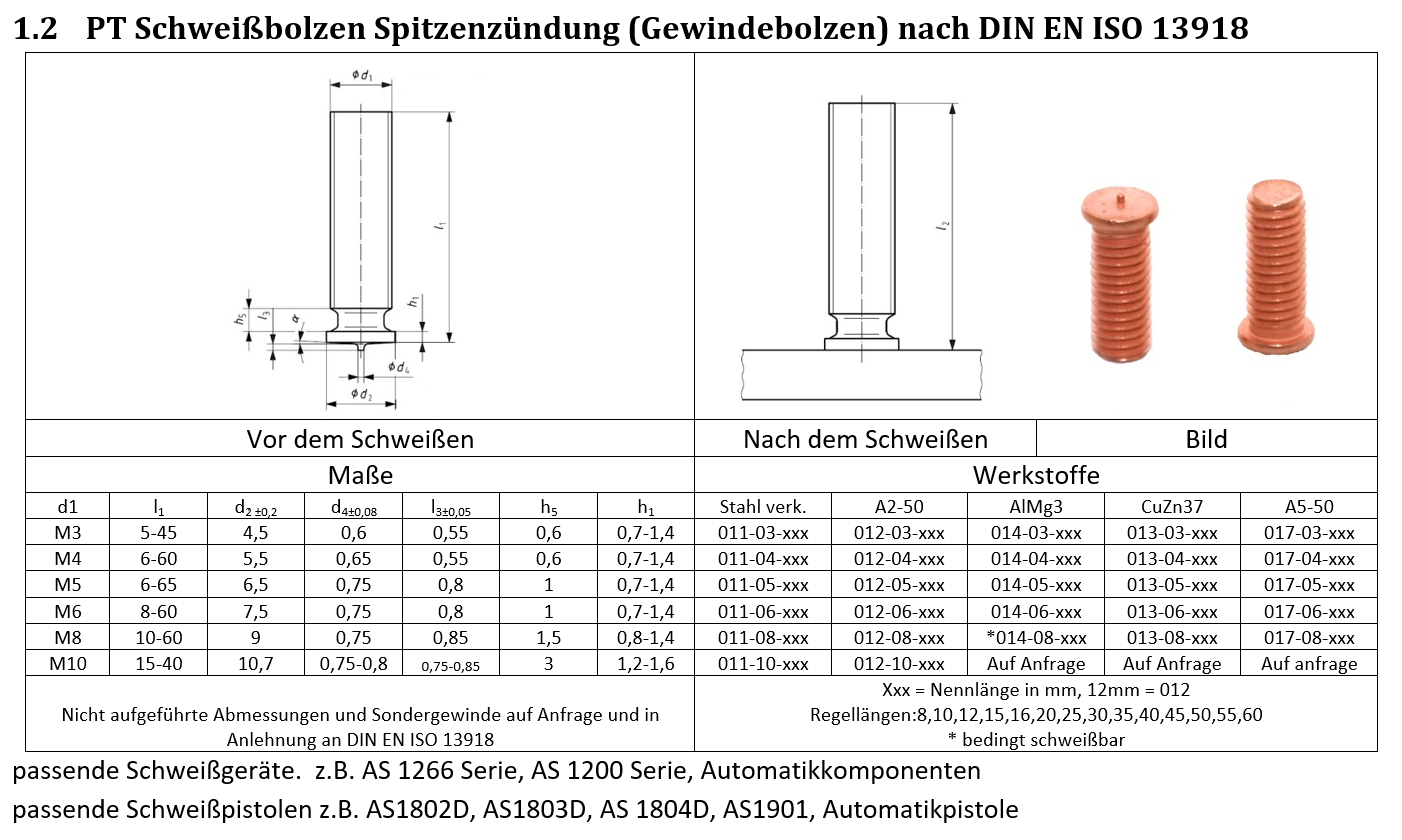
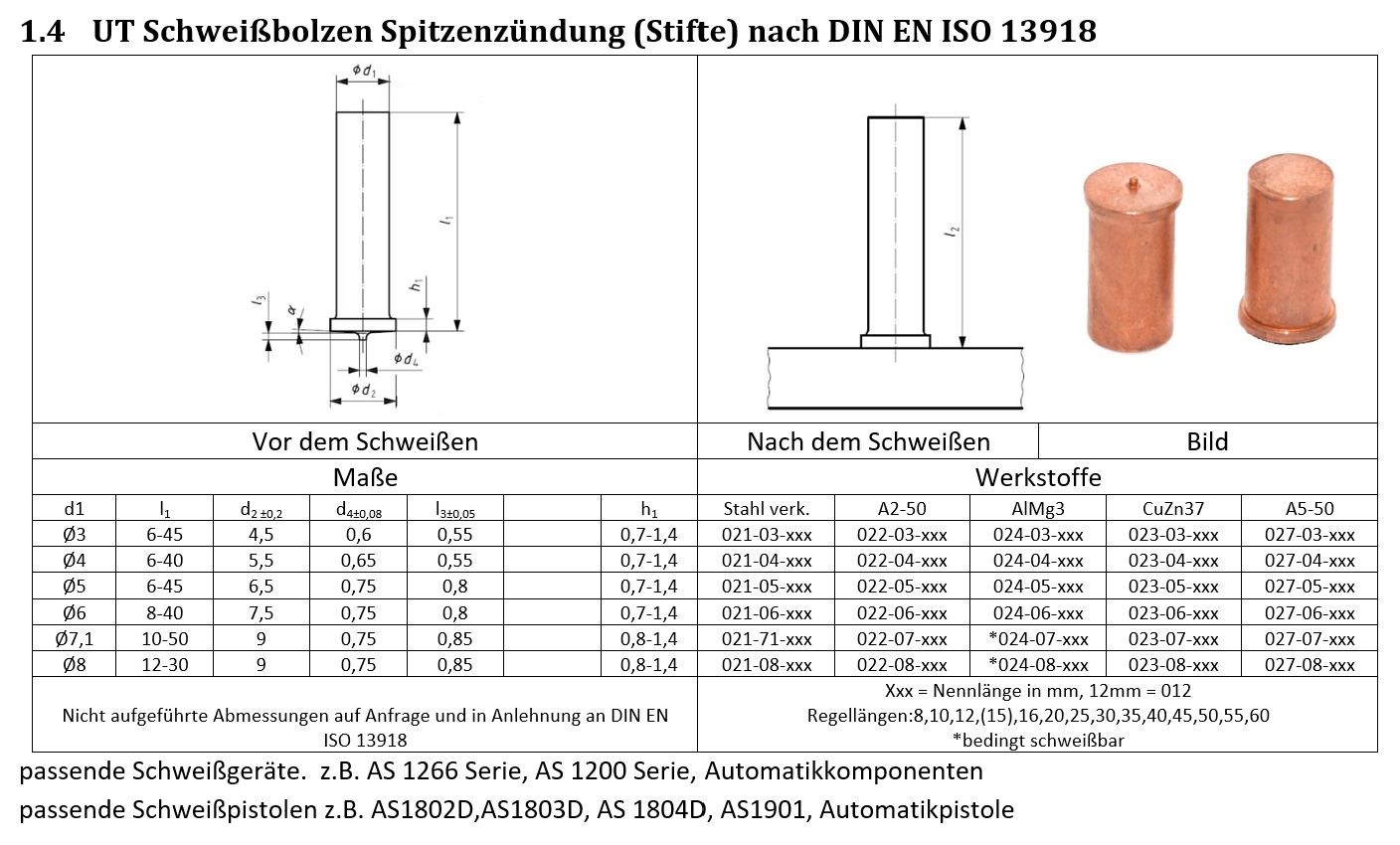
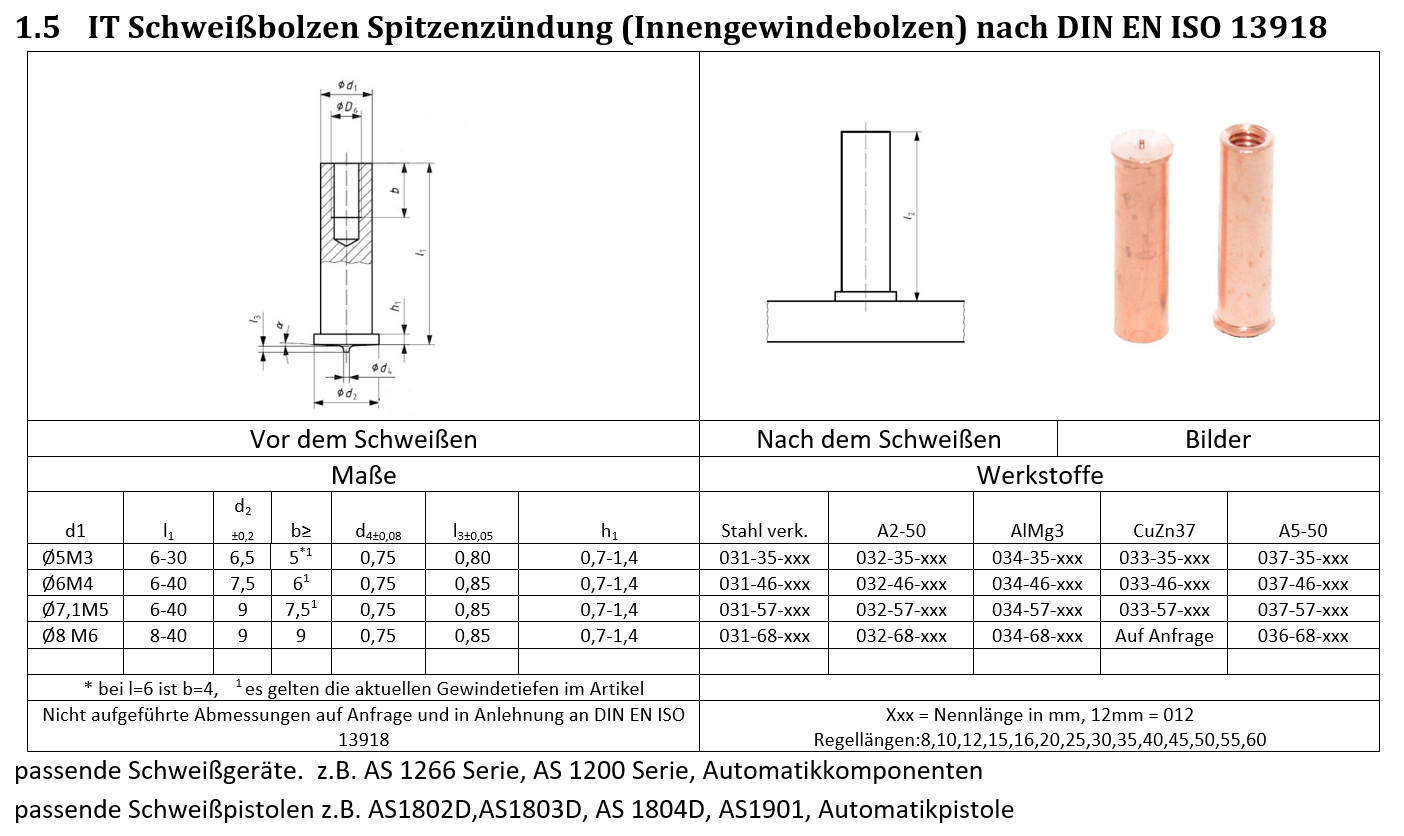
1.2 Abmessungen
Die Abmessungen [in mm] der Bolzen sind in den jeweiligen Tabellen angegeben. Alle genormten Schweißbolzen entsprechen DIN EN ISO 13918:2008. Nicht genormte Elemente werden in Anlehnung zur Norm gefertigt. Zeichnungsteile auf Anfrage.
Die Außengewinde werden in der Regel kaltgewalzt und entsprechen der Toleranzklasse 6g. Durch die Kaltverfestigung ergeben sich hervorragende Auszugswerte im Gewindebereich.
1.3 Oberfläche gemäß DIN EN ISO 13918:2008
Stahlbolzen werden in der Regel mit einem Kupferüberzug versehen. Dieser entspricht, sofern nicht anders angegeben, C1E (4-8µm).
Verzinken, Verzinnen, Vernickeln sowie weitere Oberflächenbehandlungen sind auf Anfrage möglich.
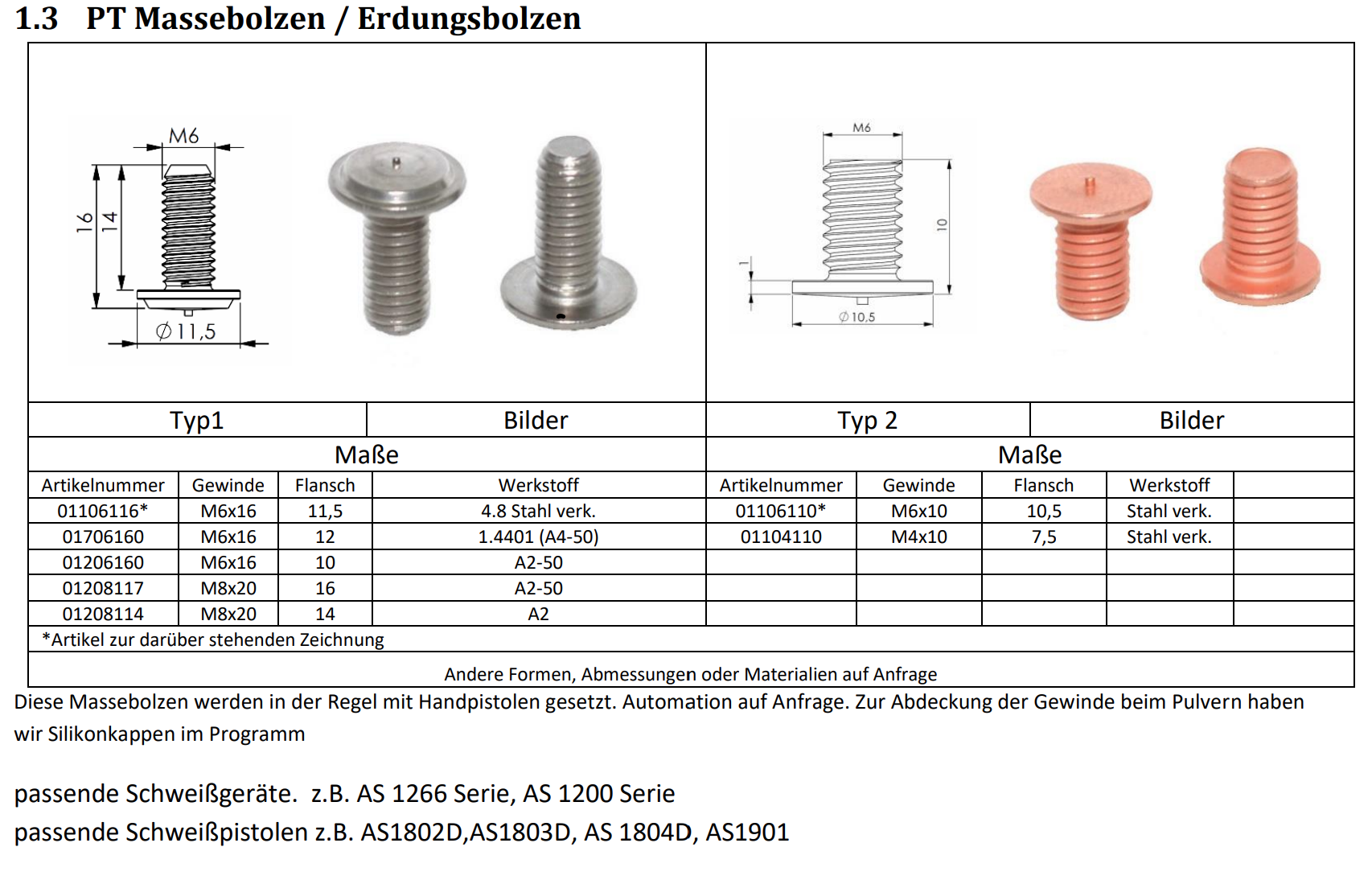
1.4 Bolzenflansch
Der Bolzenflansch dient der Vergrößerung der Schweißfläche und besitzt positive Eigenschaften für den Lichtbogen. Zudem wird die optimale Zuführbarkeit gewährleistet. Eine Unrundheit des Flansches innerhalb der Toleranzen ist prozessbedingt und normal.
Für Sonderanwendungen mit begrenzter Festigkeitsanforderungen werden auch Bolzen mit Miniflansch gefertigt. Bitte fragen Sie an.
1.5 Zündspitze
Eine exakt geformte Zündspitze ist entscheidend für einen zuverlässigen Prozess. Die Toleranzen sind sehr eng ausgeführt. Für optimale Schweißergebnisse sollten dennoch stets alle Lieferchargen getrennt verarbeitet werden.
1.6 Verwendung
Sofern nicht anders bestellt, werden die Schweißbolzen für die Verwendung in einer manuellen Zuführung geliefert.
Optisch sortierte Ware für höchste Anforderungen auf Anfrage.
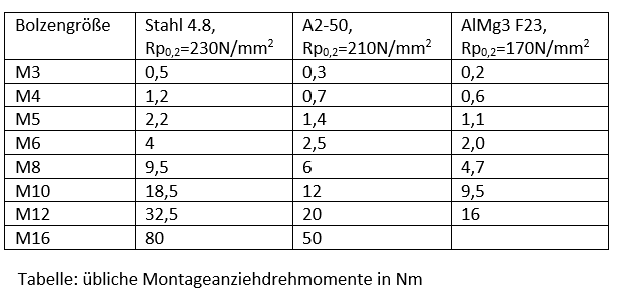
1.7 Montageanzugsmomente für Gewindebolzen
Als Anhaltspunkt für die Mindestzugkraft und das Mindestanzugsmoment einer Schweißverbindung ohne bleibende Verformung der Fügeteile dient folgende Tabelle. Voraussetzung ist eine ausreichende Wandstärke der Fügeteile.
Die Werte gelten für Gewindebolzen mit Regelgewinde, ohne Oberflächenschutz und ohne Gewindeschmierung. Über die gesamte Bolzenlänge muss mindestens der Spannungsquerschnitt vorhanden sein (keine RD-Bolzen).
Die Werte gelten bei den angegebenen Dehngrenzen.
Die angegebenen Werte stellen eine Empfehlung unter den genannten Bedingungen dar und sind auf den jeweiligen Anwendungsfall anzupassen.
1.8 Festigkeiten von Schweißbolzenverbindungen
Grundsätzlich wird bei einer fachgerecht ausgeführten Schweißung davon ausgegangen, dass die Verbindung nicht in der Schweißzone versagt. Dementsprechend tritt die Verformung oder ein Bruch im Bolzen oder Grundmaterial auf.
Abweichungen können bei Schweißbolzen mit reduziertem Schweißbereich (z.B. Miniflanschbolzen) oder bei ungeeigneten Werkstoffpaarungen, wie beispielsweise Schwarz-Weiß-Verbindungen, auftreten. Diese sind gesondert zu betrachten.
Im Zweifelsfall ist die Qualität solcher Verbindungen durch eine Verfahrensprüfung nachzuweisen.
Daraus ergubt sich für die Berechnung eine Belastungsgrenze, welche sich aus dem Grundwerkstoff oder dem Bolzenwerkstoff unter Berücksichtigung der eingeleiteten Kräfte ergibt. Maßgebend für Festigkeitsberechnungen ist hier die Spannung im Spannungsquerschnitt sowie die zugehörigen Werkstoffkennwerte unter Berücksichtigung eines Sicherheitsfaktors.